

造粒机分类
膜料塑料造粒机系列
PE/PP/PVC/EVA膜料造粒机
pp打包带/无纺布造粒机
PA尼龙布造粒机
PP蛇皮袋水料造粒
纸厂水料造粒机
垃圾袋水料造粒机
超低温膜料造粒机
工程/水口塑料造粒机系列
硬胶综合型改性造粒机
ABS/HIPS/PC/PS水口造粒机
PE/PP/PET/PBT水口造粒机
PVC颗粒料回收造粒机
色母造粒机
发泡塑料造粒机生产线系列
发泡料综合型造粒机
EVA发泡料回收造粒机
EPE泡绵回收造粒机
经济型造粒生产线系列
特种造粒机
磁铁粉造粒机
陶瓷粉造粒机
LCP造粒机
光油色母造粒机
珍珠粉色母造粒机
塑料成型机械
塑料链条机
周边设备
切粒机
破碎机
低速混合机
中速搅拌桶
震动筛
上料机
水环冷却切粒系统
风环冷却切粒系统
搅拌/储料筒系列
塑料造粒机电控柜
研发中心
打样机
科研实验机
教学示范机
塑料颗粒
通用塑料
工程塑料
色母粒
特种塑料

国内业务:13549401545
国际业务:13549401545
传真:(86)0752-6151177
邮箱:xzsj@vip.163.com
地址:惠州市博罗县园洲镇刘屋工业区水电路67号(丰园休闲会所对面)

产品名称:打样机
所属类别:打样机
产品特点:适应广泛、精准控温、颗粒均匀、水冷拉条
同类产品推荐:


产品详细
- 适用于各种塑料混色 合金 加玻纤 改性 等实验打板生产。
- 小时产能从25kg~50kg。每次样板最低用料3kg.
- 要求原料比较洁净,不含或只含比较少的水份。
- 该机可满足高混炼要求、可实控温。
- 具体包括:
-
新原料混色抽粒、改性抽粒
-
工厂自产水口回抽造粒
-
塑料合金混合抽粒
-
加(短)玻纤料抽粒
-
高低浓度彩色色母抽粒
-
碳酸钙填充母粒抽粒
-
加高岭土混合抽粒
- 原料类型包括:ABS PS PC HIPS POM PMMA PA PBT PVB PE PP PET TPU TPR PU...
- 喂料方式为变频器计量喂料,下料流量均匀可控。并可生产粒粉料共混(包含混色)塑料。
- 需要混合,填加辅料时,主机可以加装搅拌桶,配合自动螺旋上料机,可实现全自动混合加料。
- 双通道自能温控,机筒风环冷却,实现温度自动控制,有效避免透明料及原色料的偏色,颜色不均匀等情况。
- 针对客户原料及具体要求,选择采用单排气、双排气,或抽真空强排,可有效避免塑料颗粒产生蜂窝、气泡,及没有光泽等情况。
- 切粒机过料面全部采用不锈钢及镀铬工艺,气动压料,进口材质刀具,确保切口整齐,颗粒均匀。
- 对颗粒含水率要求较高时,可选配闭环式双通道吸湿机,脱水率可达95%以上。
- 不锈钢风送收料装置与切粒机出口连接,进行自动收料。
- 电功率从20kw~160kw,(耗电系数为0.3~055)。整机重量从1t~5.5t。摆放形式为直线摆放。占地平面通常为(1.2m~1.8m)*(7m~10m)。
- 整机出厂前,均按1:1生产状态试机。客户工厂需准备相应主电、冷却循环水、压缩空气。
-
机型
XZSJ-35
XZSJ-35
XZSJ-40
XZSJ-40
XZSJ-40
产量
5~10kg/h
10~20kg/h
10~18kg/h
15~23kg/h
18~26kg/h
螺杆长径
15:1
30:1
30:1
37.5:1
45:1
主机功率
1.5kw
2.2kw
7.5kw
11kw
15kw
模头
手动式
手动式
手动式
手动式
手动式
切粒机
35型
35型
35型
35型
35型
功率
调速1.1kw
调速1.1kw
调速1.1kw
调速1.1kw
调速1.1kw
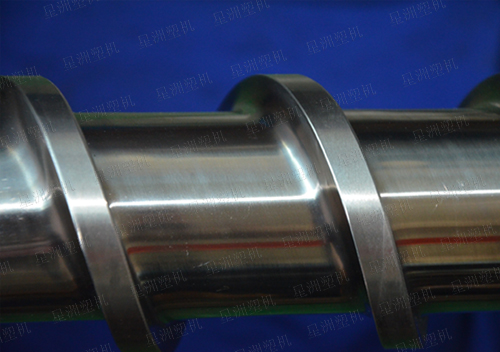
星洲塑机螺杆、机筒材质配置标准为:
标配螺杆、机筒材质:38CrMoAlA,经调制、渗氮、精磨、抛光。
脆性二级,渗氮深度0.5~0.7mm。工作面硬度HV≥920~950(维氏硬度),表面光洁度Ra≤0.4。
加工高腐蚀性原料:如EVA发泡料;
高磨损性原料:如填充母粒、干薄膜料、打包带;
高磨损、高腐蚀性原料:如加纤料;
远程客户:如出口、跨省客户,为进一步提升机械耐用度,延长使用寿命;
螺杆采用熔射钨钢合金。脆性二级,熔射钨钢层3~5mm,HV≥1250(维氏硬度), 表面光洁度Ra≤0.4。
机筒材质:38CrMoAlA,经调制、渗氮、精磨、抛光。脆性二级,渗氮深度0.5~0.7mm。
工作面硬度HV≥920~950(维氏硬度),表面光洁度Ra≤0.4。
加工腐蚀性、温度敏感性原料:如PVC;螺杆、机筒材质:38CrMoAlA,经调制、
渗氮、精磨、抛光、镀硬铬,脆性二级,铬层0.03mm,HV750(维氏硬度)。
加工高透明、高纯度原料:螺杆采用304(1CR18NI9TI)不锈钢原料,
机筒材质:38CrMoAlA,经调制、渗氮、精磨、抛光。脆性二级,渗氮深度0.5~0.7mm。
工作面硬度HV≥920~950(维氏硬度)。

星洲塑机减塑机标准配置为ZLYJ高精度硬齿面带推力包减速机。
满足JB/T8853--2001≤圆柱齿轮减速机≥规定的各项技术规范。
齿轮和轴类零件采用高强度合金钢材质。
齿轮经渗碳、淬火、磨齿工艺加工。齿轮精度为GB10095--88,6级。齿面硬度为HRC~62。
空心输出轴前端配置有大规格推力轴承,承受螺杆工作时的轴向推力。
整机具有体积小、承载能力高、传动平稳、噪音低、效率高的特点。

减速机油窗。
润滑油加注油位标准为:油窗中线。在任何情况下,油位不应低于油窗中位。
润滑油牌号为:中负荷工业齿轮油L-CKC220或L-CKC320,或其他黏度相似的优质润滑油。
首次使用300~600小时后,换油一次。以后每3000小时换油一次。
更换需在减速机停车,润滑油尚未冷却时排放。
箱体应用同品质的油冲洗干净。若因粘度高而不宜冲洗可先加热或用低黏度的油。
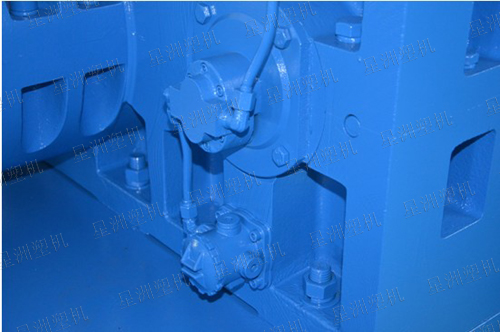
减速机主轴承润滑系统:
正常运行中,如出现油泵噪声增高,一般情况是油路阻力过大。此情况可用清洗滤清器及其他相关部件。
无论那种规格的减速机,在长时间不用或气温过低时启动使用,都应空车运转一段时间,待各轴承处充分润滑后再加载运行。
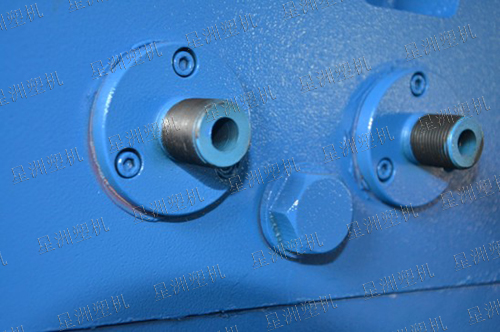
循环水铜管冷却系统:
进出循环水冷却系统,用常温水做进出循环连接,对润滑油进行冷却降温。
该处需设节流阀,并在使用注意控制水压及流量。
以免造成铜管脱焊。在工作中发现油温显著升高,温升超过70或油温超过100时,油的质量下降,
以及产生不正常的噪声等现象,请停止使用,检查原因,如因齿面胶合等原因所致,需修复排除故障,更换润滑油后再用。

圆轴型吊挂,槽钢密焊式机架。稳固、结实、耐用。
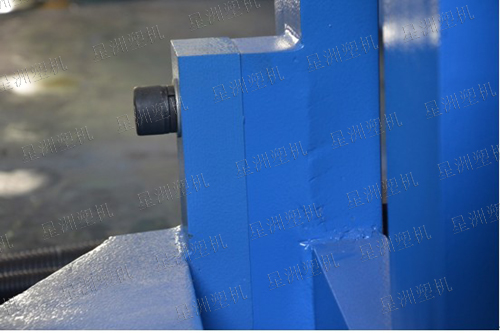
自由拆卸式电机架,方便安装,搬运。强度高,美观实用。
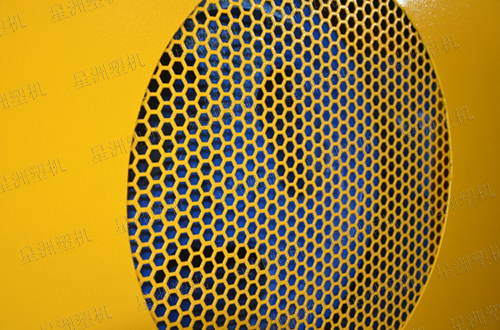
黄色皮带防护罩,起到警示作用。全包带散热网设计,符合国家安全A类GB23821-2009,
表2、表7的规定。符合GB12265.3-1997中表1规定。

机械下料斗、防护罩等外围部件,全部采用不锈钢材料,并以不锈钢焊条焊接,美观、安全,使用寿命更长。
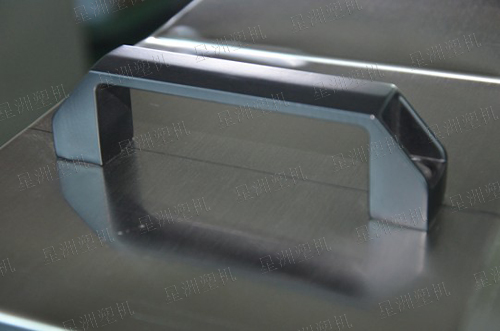
细节的处理是品质更可靠的保证,铝合金拉手,美观、更适用。

模头采用皇牌钢材质,超音频处理,工作面全部进行平面磨处理,配合间隙更小,封胶效果更好,更经久耐用。

模头换筛位细节图
不锈钢风环罩:
加工工程料、温度敏感性塑料、低温料时,采用风环罩配冷却风机,
可实现温度的双向控制。控温更精确,出料品质会更有保障。

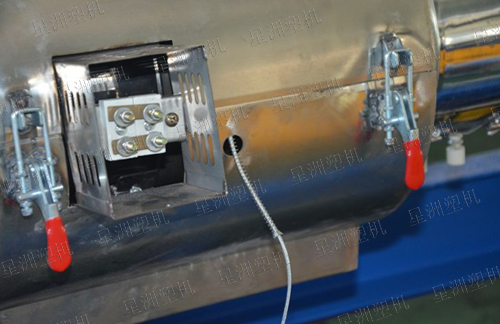
加热圈采用进口发热丝,圆线耳连接,确保稳定可靠。

双线4柱陶瓷加热圈

控制线及电缆线:
所有控制线及电缆线,采用GB20286-2006国标线。保障控制线路稳定,可靠。

足米、足平方的电线。

带石棉保护层的高温线

规范的内部线路布置。
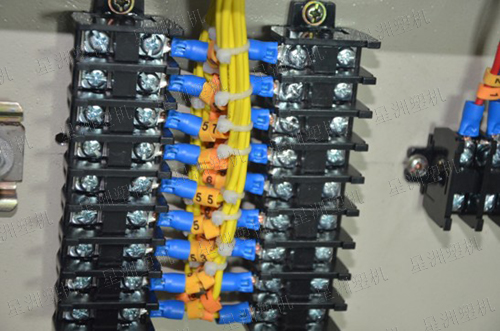
线码标识,胶套线耳、定位扎带。

热缩护套,足平方线耳,防护盖。
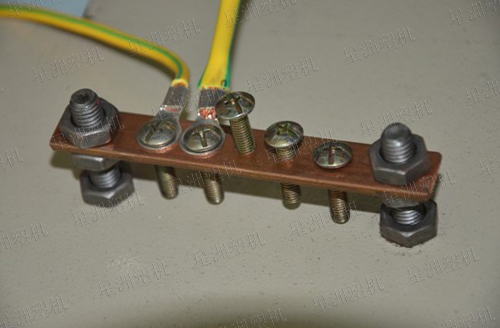
统一独立的零线设置

变频器独立配柜安装。

控制柜排风扇。

采用12.9级高强度螺丝。

法兰螺母,高强度弹垫。

磷青铜螺母。









